生物质直接或间接来源于太阳能和植物的光合作用,包括植物、农作物、林产物、海产物、农林废弃物、城市废弃物(报纸、天然纤维等),相对于石化资源而言储量更加丰富,而且可再生[1]。全球每年生物质产量约2000亿吨,且80~200亿吨的原始生物质也有开发的潜力[2]。生物质通过合理转化可以生产多种有机化学品和燃料,利用生物质制芳烃技术的开发和应用,不仅可以减少芳烃生产对石化与燃料的依赖性,也是缓解全球石油资源稀缺的替代工艺。
1生物质制芳烃工艺发展现状
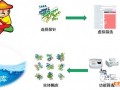
近年来,全球多家石油化工公司、生物化学品公司和高校均对生物法制苯、甲苯、二甲苯工艺产生浓厚兴趣,开发了多种制备线路,并取得实验室研究成果。在生物质制芳烃工艺路线方面,除发酵路线外,与化工过程较为接近、且有发展前景的工艺路线有3条:生物质先气化为合成气,再以合成气为原料经C1化工路线生产燃料和化学品;生物含烃原料在催化剂作用下进行热解,可生产烯烃、芳烃等产品;以生物质发酵的酮、醇类等发酵产物为原料,制备乙烯、丙烯、二甲苯等芳烃产品。国外多家公司在这些工艺开发上已取得初步成果,有的已计划建设工业装置,值得重点关注。以生物质为原料制芳烃的几种途径如图1所示。
1.1生物质经合成气制芳烃
生物质气化是生物质利用的重要方向之一,是在高温条件下,将生物质燃料中的可燃部分转化为可燃气的热化学反应。生物质气化的原料来源广泛,可以用秸秆、薪柴、林业加工废弃物等废弃物资源,生物质气化的产品即合成气,是一碳化工的源头,可以用来生产甲醇、合成油等各种化工产品。
目前,利用合成气制芳烃的途径主要有两种:合成气经费托合成制芳烃、合成气经甲醇制芳烃。
1.1.1合成气经费托合成制芳烃
费托合成(Fischer-Tropsch)是目前应用最广泛的合成气制燃料、化学品的生产工艺。自1923年发明以来,受到广泛的关注,南非Sasol、美国Shell、Rentech等公司开发了多种费托合成技术。目前费托合成的原料合成气大多来自煤气化,以生物质作为气化原料与费托合成相结合,将合成气转化为燃料及其它化学品也是生物质利用路线之一。费托合成按其反应体系的温度可分为低温费托技术和高温费托技术两大类。以Sasol公司开发的费托合成技术为例,低温费托合成反应温度约250℃,绝大部分产品为烷烃,不含芳烃;高温费托合成反应温度约350℃,产品中烯烃和烷烃含量超过80%,芳烃含量约6%[3]。可见,虽然费托合成可作为生物质气化的一种转化方式,但其主要产品烷烃和烯烃,芳烃仅占很小的一部分。
1.1.2合成气经甲醇/二甲醚制芳烃
目前,合成气制甲醇/二甲醚技术成熟,且国内甲醇产能过剩,将甲醇作为高附加值化学品的生产原料进行综合利用不仅能消化部分甲醇产能,也为芳烃生产提供了一条可行的路径。早在1985年,Mobil公司就在其专利中首次公布了甲醇、二甲醚转化制芳烃的研究成果,但芳烃产率不高[4]。2002年Chevron Phillips公司也在专利中公布了采用两种分子筛催化剂由甲醇、二甲醚为原料联合生产芳烃的技术[5]。
近年来,国内甲醇、二甲醚芳构化的技术取得突破性进展,包括中科院山西煤炭化学研究所的固定床甲醇、二甲醚制芳烃(MTA)技术[6]和清华大学的甲醇、二甲醚循环流化床制芳烃(FMTA)技术[7]。其主要原理是:以甲醇或二甲醚为原料,采用改性ZSM-5催化剂,将甲醇、二甲醚转化为以芳烃尾注的产物,经冷却分离将气相产物低碳烃和液相产物分离,液相产物萃取得到芳烃,低碳烃类进一步芳构化。目前,采用FMTA技术的100吨/年实验装置已连续稳定运行上千小时。2010年6月,中国华电集团已决定采用清华大学的FMTA技术在山西建设万吨级中试装置和工业化项目[8]。此外,河南煤化集团研究院与北京化工大学合作对甲醇芳构化催化剂性能改进开展研究,并取得阶段性成果[9]。
无论是生物质通过费托合成还是经甲醇制芳烃,都需要经过生物质向合成气的转化。与煤相比,生物质作为气化原料具有:挥发分高、固定碳含量低的特点,其灰分和热值明显低于煤炭,且生物质硫含量、氮含量低,气化过程中产生的二氧化硫和氮氧化物较少,对环境影响小[10],是一种优良的合成气生产原料。但生物质的能量密度低,存在气化时温度过低、过程不易控制、设备易腐蚀、生成焦油多等诸多问题。不仅如此,生物质气化过程中生物质原料中约有50%的碳被转化成二氧化碳而不是一氧化碳,气化效率低于煤炭。因此,目前合成气的生产原料仍然以煤为主,目前甲醇制芳烃新建装置都是采用煤气化产生的合成气为甲醇原料,未见采用生物基合成气生产甲醇的报道。
1.2生物质热解制芳烃
生物质热解法制芳烃是以含烃的固态生物质(如木质、农产品、海洋植物、代谢废料、纤维废料等)为起始原料,将其加热分解产生热解产品(挥发有机物),在催化剂的作用下,经脱氢、脱羰、脱羧、异构化、聚合等一系列复杂反应,获得苯、甲苯、萘、二甲苯、烯烃等产品。虽然同为全生物质流程,热解工艺不同于气化工艺。气化过程产生由CO、H2、CH4组成的合成气。而热解工艺则将生物质直接转化为液体燃料。
美国马赛诸萨州立大学对生物质木质素催化裂解制芳烃工艺进行了深入研究,并开发了Biomass to AromaticTM工艺[11],并成立Anellotech公司致力于将其推向工业化生产。Biomass to AromaticTM工艺以非粮食类生物质(植物秸秆、废木材等)为原料,通过CFPTM(catalytic fast pyrolysis,催化快速热解)技术制芳烃,是目前发展前景较好的生物质热解制芳烃工艺[12]。2011年,该工艺建成实验装置,Anellotech计划与合作者在2014年建成BTX产能为800万加仑(2.6万吨/年)的工业化装置[13]。Biomass to AromaticTM工艺的流程如图2。
CFPTM技术生物质所含的结构性分子(纤维素和木质素)局部热解为热解蒸气后,在催化剂的作用下经一系列反应最终转化为燃料产品和芳烃,同时产生焦炭、CO、CO2和水。工艺控制关键在于提高芳烃产品选择性,同时降低结焦。Anellotech公司开发的Biomass-to-AromaticTM工艺将固态生物质原料(如木材废料、玉米秸秆、甘蔗渣等)干燥后研磨至粉末,与粉状ZSM-5催化剂混合送入高温循环流化床反应器中,以气体涡流的形式充分混合并加热;一定条件(600℃,0.1~0.4MPa)下,原料粉末经过催化剂孔道时迅速转化为芳烃,并在催化剂表面产生积碳使其失活;失活催化剂和反应产物一并移至网状分离器,反应物经冷凝、提纯可获得BTX产品,催化剂则送入再生系统恢复活性后返回反应器循环利用。再生系统内部催化剂烧焦所产生的热量可用于工艺供热和供能。为防止水和氧气对反应温度控制产生不良影响,工艺过程采用无氧无水条件,反应物流以工艺产生的H2或CO/CO2气体作为载体[14]。
Biomass-to-Aromatic工艺是一种高效的生物质转化工艺,所有化学反应在一个流化床中完成,有效提高芳烃选择性和产率,具备良好的工艺可行性。其工艺设备(反应器、催化剂再生器等)与石油炼化(如FCC)装置类似,同时保证了快速的热交换和流体动力以避免催化剂结焦,可依托现有炼化装置进行改造;工艺催化剂采用石油炼化工业中广泛应用的含有多孔硅/铝构造的ZSM-5沸石,虽然催化剂具体组成尚未公开,但据称催化剂成本并不高昂。不仅如此,工艺过程所产生副产(焦炭、水、气体、烯烃等)均可得到有效利用,装置能源经济性良好[15]。
据Anellotech称,采用该工艺目前1t生物质可生产50加仑BTX产品,产率可达40%,预计未来BTX产率可达85加仑/吨生物质[13]。当原油价格为50~60美元/桶时,由于产品无需进行进一步加工,该工艺具备与石油原料路线生产的BTX相竞争的成本优势[16]。
1.3生物基氢解糖类经过催化转化工艺制PX
生物质原料富含植物纤维,其中的木质素、纤维素、半纤维素可以通过发酵酶解或催化剂加氢分解为醇、酚醛、酮、呋喃、酸等多种小分子混合的氢解物。在一定的反应条件和催化剂作用下,氢解物可经脱氧、脱氢、环化等系列反应转化为芳烃产品。
美国Virent公司与Wisconsin-Madison大学合作,将植物纤维水解与传统催化加氢技术相结合,开发了BioFormingTM工艺,于2011年宣布可从100%可再生的植物基糖类中成功制得PX产品,并为产品申请商标BioPXTM[17]。Virent公司目前正在与潜在的合作伙伴和客户探讨进一步扩大现有1万加仑/年示范装置能力大规模商品化的途径,预计2015年将建成第一个商业化生物基PX装置。
BioFormingTM工艺流程如图3。
BioFormingTM工艺是在美国Virent公司纤维素多糖催化(CLS)技术的基础上发展的。生产原料来源广泛,包括玉米、甘蔗和木质等生物质。工艺过程包括:将生物质原料(玉米秸秆、木材废料)水解转化为富含碳水化合物(醇、糖、醛)的水解液;利用美国威斯康辛大学开发的液相重整(APR)技术,将糖类混合物脱氧转化为单氧化合物(醇、醛等),同时生成氢气和二氧化碳,APR反应器为并流下行多管反应器,以活性碳负载铂和铁/铼金属的非均相催化剂,在低温(400℃)、低压(≤5MPa)的条件发生系列反应[18];APR重整产品经连续催化缩合和加氢脱氧反应获得富含C5+烷烃、异构烷烃以及芳烃的粗产品,经简单分离即可得到高辛烷值生物汽油和PX产品。加氢重整所需氢气可使用APR反应副产氢气,也可追加外源氢气,副产C1~C4轻烃可作为工艺热源。
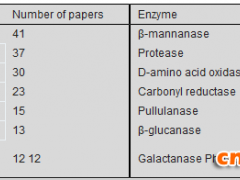
BioFormingTM工艺所得重整产品组成与传统石油炼化的重整产品组成十分接近,如图4所示。从产品液相色谱图和产品主要组分(表1)可以看出,Virent产品分布接近商用89号汽油,简单分离后即可作为现代商用汽油的的替代品投入使用;而富含的C7/C8芳烃组分(BTX)则可单独分离作为产品。
值得注意的是,BioFormingTM工艺将APR技术与传统催化加氢、缩合等技术相结合,反应装置可在现有炼化装置的基础上进行改造,每加仑产品的投资成本仅1.75~3美元;副产烯烃既可作为副产品也可用于装置供能,过程经济性良好。
1.4以可再生原料制造的有机化学品制芳烃
近年来,以生物质为原料生产有机化学品的技术层出不穷,一些生产商也另辟蹊径,先采用成熟工艺将生物质转化为附加值较低有机化学品,再将生物基化学品转化为附加值更高的芳烃产品。
2009年,美国Gevo公司开发了以可再生原料发酵制醇类的GIFTTM(Gevo’s Integerated Fermentation Technology)工艺,并以生物质醇为原料生产PX,已获得实验室产品,正与日本东丽工业公司合作建设工业化装置[19];Gevo目前与美国South Hamton Resources化学品公司合作,购买了Agri-Energy公司的生物质乙醇装置并改造成产能为1800万加仑/年的异丁醇装置,在2012年第一季度建成。另外,美国德州South Hampton Resource公司装置上计划建设生物异丁醇基PX实验装置,预计在2014年能获得生物基PX产品。
Gevo开发的以生物基醇类(主要为异丁醇)为原料制芳烃的生产工艺流程如图5所示。
将生物质原料由GIFTTM工艺转化的C4醇类(异丁醇)[20-22]送入固定床管式脱氢反应器,采用BASF AL-3996型γ-铝催化剂进行脱氢反应,在250~350℃、0.4~1.4MPa的条件下得到C4烯烃(异丁烯),异丁醇转化率超过99%;所得丁烯在聚合反应器中,以150~180℃、5.2MPa下以ZSM-5为催化剂获得C8烯烃(2,4,4-三甲基戊烯、2,5-二甲基己烯),未聚合的异丁烯可作为稀释剂返回脱氢环化反应器,以有效提高PX选择性;C8烯烃在固定床反应器中进行脱氢环化,在高温(400~600℃)低压(≤0.1MPa)的条件下,采用含有氧化铬和铝的BASF D-1145E1/8型催化剂获得可再生PX产品,其PX选择性超过75%,纯度达99%,可直接用于进一步氧化生产PTA或PET。
该工艺可在温和环境下实现PX转化,避免在环化反应中由于高温造成的原料裂解副产物;同时,工艺可直接生产高纯度PX产品,省去了异构化、芳烃分离等复杂工艺,生产过程相对简单。缺点在于:脱氢环化催化剂在高温环境下容易积炭,每15min需移出再生,需要多个反应器切换操作。
根据Gevo与日本东丽公司于2011年2月签订的协议,自2012年Gevo将供应1000吨/年生物基PX,供应量将在5年内增长至5000吨/年。此外,Gevo还探索了生物基丙酮制二甲苯工艺,采用晶体粒度为2000nm的ZSM-5分子筛作为催化剂,丙酮经过连锁反应合成异丁烯后裂解得到二甲苯产品[23],但目前还未见工业化报道。
1.5其它生物质芳烃转化路线
除上述正在工业化的代表工艺外,多个大型石油炼化公司及高校也积极地开展生物质芳烃转化技术开发。
UOP在其专利中采用生物质原料(葡萄糖或多糖)合成DMF(二甲基甲酰胺),并与乙烯通过催化环加成(Diels-Alder)生成DMF的呋喃环,随后与氧杂双环庚烯衍生物开环并脱水得到PX[24-25]。美国北卡罗莱纳大学以生物质线性单烯(乙烯、丙烯、丁烯以及C5/C6烯烃)为原料,在催化剂的作用下转化为对应的C5/C6共轭二烯(1,3戊二烯、2,4-己二烯等),并进一步与乙烯发生加氢环化(Diels-Alder)反应得到带有1~2个甲基的环己烯,最后催化脱氢得到甲苯和二甲苯产品[26]。
此外,采用生物质原料与传统蒸气裂解工艺相结合也是实现生物基芳烃生产的有效途径。BASF公司以生物质热解油或木质素也作为热解原料,经临氢催化裂解反应转化为烯烃和芳烃,提纯后产品与石油炼制产品类似,且不需要改变生产装置基础设施的配置[27]。韩国SK能源公司将煤或木材液化得到生物质合成油,分离后:C1~C5组分进入轻烃分离过程生产烯烃,C6~C10组分进入芳烃分离单元和烷基转移单元,得到苯、甲苯、二甲苯产品,C11+重油经回收进入加氢单元循环利用[28]。该工艺所生产的BTX浓度高,同时选择性生产丙烯等低碳烯烃,使总产品价值得到提升。Total采用生物基油脂(如椰油)为蒸汽裂解原料,部分加氢处理后与石脑油原料按一定比例混合蒸汽裂解,产品分馏后可获得烯烃、双烯烃、芳烃和汽油等产品[29]。但该方法主要产品为C1~C4烯烃,芳烃含量较低。
2生物质制芳烃工艺经济性分析
上述几种生物质制芳烃新工艺是目前发展前景较好的工艺路线,由于所用生物质原料、工艺特点、投资费用、技术复杂程度各不相同,其经济性存在差异。下文将通过对几种代表性工艺对比,以及芳烃产品生产成本估算对几种新工艺的工业化前景进行分析。
2.1几种生物质芳烃工艺的对比
根据对比分析,3种生物质芳烃生产工艺条件都较为温和,都未涉及严苛的高温流程,其能源经济性明显优于传统炼化工艺(见表2)。从工艺流程上看,以Gevo开发的生物质异丁醇制PX工艺最为复杂,预处理阶段需经过发酵工艺获得异丁醇,PX转化也需要多个反应条件各不相同的反应器连续操作,工艺最为复杂;从原料来看,Gevo异丁醇工艺采用玉米作为原料,价格虽不高,但属于粮食作物,受采收季节影响较大,且需经发酵为异丁醇后才能转化为PX,原料利用率较低;Biomass-to-AromaticTM工艺采用生物质多糖为原料,价格最高,且需加氢预处理;Biomass-to-AromaticTM工艺采用非粮生物质:木屑作为原料,价格低廉,且仅需研磨干燥处理,是过程最简单、原料最易得的生物质芳烃生产工艺。
2.2芳烃工艺的经济性分析
根据2011年墨西哥湾的化工装置经济性参数,对3种代表性生物质芳烃工艺进行经济性分析,并与传统石脑油裂解工艺进行对比。为统一计算标准,以各生产工艺产能为25万吨/年PX的生产装置为例,对装置建设投资费用以及PX产品的生产成本进行分析。分析结果如表3所示。
从表3可见,PX产能同为25万吨/年的情况下,3种生物质制PX工艺中以Virent生物质水解制PX的投资费用最高,需要10.59亿美元,但都远远低于传统石脑油裂解工艺所需的19.30亿美元。其中,Gevo开发的生物基异丁醇制PX工艺投资费用最低,仅需6.09亿美元。
各工艺原料价格和单耗不同,使其原料成本呈现较大差异,原油价格远远高于其它生物质原料。所以,尽管裂解工艺原油单耗较低,其原料成本还是远高于3种生物质芳烃工艺。3种生物质路线中,BioFormingTM工艺采用糖类为原料,虽然原料价格较高,但单耗低,其原料成本略低于Gevo异丁醇制PX工艺,但由于其催化剂和辅料成本较高,最终二者的总原料成本不相上下;而Biomass to AromaticTM工艺采用价格最低的木屑作为原料,加上工艺催化剂成本低廉,其原料总成本最低。
从几种工艺的PX总生产成本来看,虽然传统石脑油裂解工艺原料成本和投资相关费用最高,但由于裂解生产过程中产生大量石化副产品,这部分收益使其最终生产成本仅需1242.70美元/吨。而Gevo异丁醇制PX工艺和虽然投资费用较低,但其异丁醇原料费用较高,且副收益有限,最终生产成本高于其它两种路线。Virent公司的工艺虽然原料成本较高,但由于副产收益客观,表现出相当低的现金成本,但一旦考虑与投资相关的费用以后,其生产成本也高于石脑油裂解工艺。Anellotech公司的工艺投资费用不高,原料成本低廉、能源经济性优越,尽管副产收益有限,最终生产成本仅需836.40美元/吨,远低于石脑油芳烃装置和其它生物基路线。综上所述,成本经济性上看,只有Anellotech公司的工艺可以与石脑油芳烃联合装置路线相竞争。
3生物质制芳烃工艺存在的问题
与传统芳烃路线相比,生物质制芳烃工艺尚处于起步阶段,能否实现大规模生产还未得证实,在未来推广发展中,还存在许多潜在问题,主要有以下几点。
(1)生物质目前利用的首要问题是保证物料供应的稳定性与可获得性。目前世界生物质储量远远超过化石资源,但生物质原料具有季节性、品种繁多、生产区域分散等特性,原料的获得需依赖高产量的农业经济。特别是目前我国林业和农业生产力发展水平较低的情况下,以生物质为原料的芳烃生产规模将受到局限。
(2)生物质气化技术是气化制芳烃路线的难点,主要开发能够适应各种原料的气化技术、提高气化炉的能量转化效率、气化产物的后处理过程等。此外,通过开发新型高效催化剂提高芳烃产率也是提高生物质能源利用效率的途径。
(3)目前工业化规模的PX装置约100万吨/年,是生物基PX装置规模的4倍,而且需要建在可再生原料产地附近,要实现生物质的大规模应用,装置必须依靠高密度年产的作物生产,而国内现有农业生产模式无法满足生物质芳烃装置的原料需求,需要庞大的供应链来解决原料和运输问题,与传统供应链相比,物流成本将大幅增加。
(4)由生物质分解物向芳烃转化的工艺技术开发是热解和水解路线的关键,目前已公开的几种工艺生物质原料总转化率和总芳烃产率都不及传统石油路线。只有通过改进反应设备、催化剂等技术突破提高原料转化率和产品收率,才能使生物质芳烃转化
(5)芳烃产品的应用前景与产品纯度密切相关,生物质制化学品的产物众多、构成复杂,可控性差、有效产率低是一直存在的问题。如果不能提高目标产品的选择性和产率,生物质芳烃的生产将毫无经济性可言。
4结语
生物质向芳烃转化路线是一条值得关注的芳烃生产路线。全球生物质资源丰富,且与石资源相比,具备更优越的环境友好性。开发以生物质为原料的芳烃生产工艺在一定程度上可缓解当前芳烃生产对石油资源的高度依赖,对减少环境污染、提高资源利用率等方面具有十分重要的意义。
在化石资源日益稀缺的情况下,利用生物质制芳烃产品的发展方向是毋庸置疑的,但目前生物质生产芳烃技术仍处于技术开发阶段。近年来,国内外研究机构开发了多种生物质制芳烃工艺,通过多种方法提高生物质利用效率和芳烃产率,取得了一定成果。有的已经实现了小规模工业化生产、投入商品市场。但由于生物质资源转化存在着原料分散、利用效率低、生产成本高等问题,生物质制芳烃在规模经济性上仍然和传统石化路线存在一定差距,还不具备替代化石资源大规模生产芳烃的条件。
长远来看,生物质制芳烃技术的开发应当以提高原料利用效率、增加芳烃产率和选择性为重点,开发适合生物质转化反应的催化剂和反应器。此外,依托现有裂解装置,将生物质资源作为部分原料,部分替代化石资源生产芳烃也是值得关注的利用方式。