表2,不同酶处理后的织物性能
|
酶 |
毛效CM |
色差 |
|
生物酶BTM |
0.5 |
1.04 |
|
淀粉酶、果胶酶 |
0.8 |
1.27 |
|
净棉酶 |
0.8 |
2.65 |
从表2可以看出,用生物酶BTM,淀粉酶、果胶酶处理后的织物色差变化比净棉酶处理的要小,而用各种酶单独处理后的毛较都不理想。影响毛效的主要因素有纤维性能、亲水性能、纱线及织物的几何结构特征,单独使用这些酶处理不理想,这是因为棉纤维初生层结构中,果胶质位于蜡质和类脂物的下面,这些物质妨碍了果胶酶对果胶质的可及性,由于果胶酶对蜡质并无分解作用,使得最终的毛效不佳。
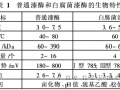
由于单独使用以上生物酶处理,毛效远达不到要求,所以又加用酸性纤维素酶、纤柔酶处理,测试出的毛效和色差数据如表3,
表3,加纤维素酶处理后织物性能
|
酶 |
毛效CM |
色差 |
|
|
生物酶BTM |
酸性纤维素酶 |
0.8 |
1.53 |
|
纤柔酶 |
0.6 |
1.55 |
|
|
淀粉酶、果胶酶 |
酸性纤维素酶 |
2.0 |
1.75 |
|
纤柔酶 |
2.4 |
1.73 |
|
|
净棉酶 |
酸性纤维素酶 |
2.4 |
3.17 |
|
纤柔酶 |
1.5 |
3.13 |
从表3可以看出,加用纤柔酶可以较大的提高织物的毛效,那是由于,纤维素酶不仅能去除织物表面的绒毛,使柔软性变好,纤维素酶还能使纤维素分子的水解,使棉纤维表面的结构松动,形成了较大的空隙,棉籽壳等杂质通过微小的纤维附着在织物上,随着纤维素对这些细小纤维的水解,使得织物上的棉籽壳有所松动或部分脱落,也会使织物的吸水性增加。用各种酶的一般工艺处方处理,得出用淀粉酶、果胶酶加纤柔软酶处理效果比较好,毛效最大,色差比较小,但毛效还达不到要求,所以需要对工艺进行优化。
选出以上方案中常规工艺处理效果效好的淀粉酶、果胶酶、纤柔酶,用正交实验的方法讨论分析温度、时间、酶用量、PH对色差、毛效弹性回复率、失重率的影响,找出酶处理彩棉/氨纶弹性织物的最佳工艺。
淀粉酶采用正交设计法L9(34)的实验结果见表4。从表4中的数据可以看出正交数据中的各种工艺条件对织物的弹性回复率影响不大,但对色差影响较大。对各项性能进行极差分析,可以看出对布样色差影响因素的主次顺序为温度、时间、酶用量、PH,同理得出对失重率的影响因素的主次顺序为温度、酶用量、PH、时间,弹性回复率最大的影响因素是温度,它各因素影响不大。综合各性能的影响因素的顺序,可知温度对色差、失重率、弹性回复率的影响最大。
综合考虑以上因素,最佳工艺条件的选择:淀粉酶为
再用果胶酶采用正交设计法L9(34)的实验结果见表5。从四表中的数据可以看出正交数据中的各种工艺条件对织物的弹性回复率影响不大,但对毛效影响较大,可知毛效是主要因子。对各项性能进行极差分析,可以看出对布样色差影响因素的主次顺序为时间、PH、酶用量、温度,同理得出对毛效的影响因素的主次顺序为PH、温度、酶用量、时间,弹性回复率的影响因素的主次顺序为酶用量影响最大,其它因素影响一样。综合各性能的影响因素的顺序其中时间对色差的影响最大,PH对毛效的影响最大,酶用量对弹性回复率的影响最大。
综合考虑以上因素,最佳工艺条件的选择:果胶酶为2%,温度为
用纤柔酶进行正交实验优化处理,实验结果见表6。
从表6中的数据可以看出正交数据中的各种工艺条件对织物的影响不大,但对毛效、失重率影响较大。现对各项性能进行极差分析,可以看出对布样色差影响因素的主次顺序为时间、温度、PH、酶用量,同理得出对毛效的影响因素的主次顺序为酶用量、时间、温度、PH,失重率的影响因素的主次顺序为时间、PH、温度、酶用量。酶用量选用Ⅲ水平,织物的毛效最好,失重率最大,色差最小,为了使毛效最佳、失重率较大,色差较小,温度选用Ⅲ水平,PH选用Ⅰ水平,时间选用Ⅲ水平。综合考虑以上因素,最佳工艺条件的选择:纤柔酶为
2. 结果与讨论
2.1 生物酶处理工艺结果
通过用生物酶BTM、淀粉酶、果胶酶,用净棉酶、酸性纤维素酶、纤柔酶的常规工艺处理后,得出淀粉酶加果胶酶加纤柔酶处理效果最好。淀粉酶、果胶酶再加纤柔酶的正交实验对比色差、毛较、失重率、弹性回复率等性能测试,优选出了本实验的最优方案。
生物酶处理的最佳工艺为:
工艺流程:热水润湿→酶处理→热水洗→冷水洗→晾干
淀粉酶 用量
温度
PH值 6.5
时间 30min
果胶酶 用量 2 %
温度
PH值 8
时间 80min
纤柔酶 用量
温度
PH值 4.5
时间 60min
(以上工艺条件都加渗透剂JFC: